 检测热线:189 6183 9178
检测热线:189 6183 9178 















 在线客服
在线客服 

石油天然气中含有大量的H2S,CO2等气体,这些气体会对输送天然气的管道材料造成严重腐蚀。抗应力腐蚀开裂(SCC)试验和抗氢致开裂(HIC)试验是检验管线钢性能、确保输油管正常运行的重要方法。
对在氢致开裂试验中出现腐蚀裂纹的管线钢进行分析,对裂纹处的非金属夹杂物进行统计,研究了硫化锰混合夹杂物对管线钢氢致开裂性能的影响;结合管线钢的生产工艺,综合分析了管线钢腐蚀裂纹出现的主要原因,并提出相关控制措施,为抗酸管线钢的生产和研发提供理论依据。

1、试验方法
1.1 试验材料
试验材料为X65MS抗酸腐蚀管线钢,其最低屈服强度为450MPa,正火处理。
1.2 H2S腐蚀试验方法
按照NACE TM0284—2011 《管线钢和压力容器抗氢致开裂评定方法》进行氢致开裂试验,试验步骤如下所示。
(1) 选取48个试样,将每个试样的6个表面进行水磨或干磨,所有试样表面均需要用200#砂纸打磨抛光。
(2)用丙酮进行除油,用乙醇溶液进行清洗,脱脂后,试样应存放在干燥容器中,存放时间不大于24h。
(3)配制试验所需溶液,测试并记录其pH。清洗试样后,将其装夹在特制的有机玻璃夹上,并放入试验容器中,接着把溶液注入容器,将容器密封。
(4)为了防止试样表面被氧化,减少氧化作用对渗氢的影响,要向容器中通入氮气来置换溶液中溶解的氧气。停止通入氮气后,开始以200mL/min的速率通入H2S气体,持续1h,直到溶液达到饱和状态,并保持H2S气体正压。
(5)用碘滴定法测定溶液中H2S的体积分数,最小应为2.3×10-9,并保持溶液的饱和状态96h。
(6)通气结束后用氮气置换,然后将试样取出,在自来水下反复冲洗,将试样表面的蛋黄色腐蚀产物用砂纸去除干净,接着用蒸馏水清洗,并在冷风下吹干。
1.3 观察分析方法
对试样表面进行宏观观察,如有氢鼓泡,用数码相机拍下照片。试样纵截面经过机械磨抛后,利用光学显微镜(OM),扫描电子显微镜(SEM),能谱仪(EDS),大型非金属夹杂物全自动分析仪对夹杂物进行观察分析。
2、试验结果与分析
2.1 夹杂物的种类
管线钢中常见的夹杂物为硅酸盐、铝酸钙、氮化钛、硫化锰等。这4种夹杂物均对氢致裂纹的产生有较大影响。钢与夹杂物的界面容易形成孔洞或者微裂纹。
氢致开裂是指在金属中存在氢或氢与金属交互作用引起开裂而导致其失效的现象,也称为氢脆。氢原子进入管线钢后,易富集在MnS或Fe的界面及C,Mn,P等元素偏析的异常组织中,在较高拉应力状态下的区域或各种捕集氢的陷阱处扩散富集,引起钢材脆化开裂。该类裂纹为突发性裂纹,裂纹扩展迅速,从裂纹形成到断裂有的只需几小时。
1#试样经H2S腐蚀后,发现较大尺寸的裂纹,裂纹长度为139.4μm。在SEM下观察,该裂纹形貌呈长条枣核状,裂纹两端尖锐并有延伸趋势,中间宽大并伴有大量暗黑色夹杂物。
对1#试样的裂纹区域进行面扫描,结果如图4所示。图中明亮区域覆盖程度和亮度分别代表该元素的分布和聚集情况。扫描区域中含有大量的Al,Ca,O元素,而且分布区域重合,说明该区域主要是铝酸钙。在夹杂物的边缘有少量的Mg,S,Ti元素,说明这是一个以铝酸钙为主的混合型夹杂物。
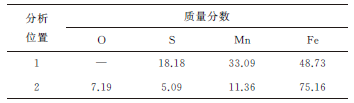
在对2#试样进行洁净度观察时,发现大量细小的灰色长条状夹杂物。该夹杂物沿轧制方向分布,连续且两端呈尖锐状,分布较均匀。对长条状夹杂物进行能谱分析,夹杂物的能谱分析位置如图5所示,能谱分析结果(见表1)表明该类夹杂物为硫化物。硫化物数量越多,带状分布越明显,氢致开裂的敏感性越强,所以应严格控制硫化物的含量及形态分布。
表1 2#试样夹杂物能谱分析结果
3#试样边缘不光滑,并有很多暗灰色夹杂物存在,两端角圆顿。对3#试样的夹杂物进行能谱分析,能谱分析位置如图6所示,能谱分析结果表明夹杂物中主要有O,Al,Ca,Mg,Fe元素等,可知裂纹处的夹杂物是由铝酸盐(CaO·nAl2O3)、铝镁尖晶石(MgO·Al2O3)及氧化铁等组成的,该类夹杂物为B类夹杂物。
4#试样的裂纹处有长条状灰色夹杂物,在夹杂物周围分布着大量浅灰色长方形夹杂物,对夹杂物进行能谱分析,能谱分析结果表明该类夹杂物主要是Ti,Nb元素的析出物,并有少量的F元素。可知这是一个以长条状MnS夹杂物为主的混合夹杂物。
从以上试验结果可以看出:1#和3#试样中裂纹源处主要为混合的钙铝酸盐夹杂物;2#试样中存在着大量长条状的MnS夹杂物,但是并未发现裂纹;4# 试样中是长条状MnS夹杂物和Nb,Ti元素析出物的混合物,并且在析出物周边存在较多的微裂纹。
综合分析可知,夹杂物主要可分为3类:以铝酸钙为主的混合型夹杂物;以长条状MnS为主的混合型夹杂物;长条状MnS夹杂物和Nb,Ti元素析出物的混合物。
2.2 MnS混合夹杂物的尺寸及分布
一般而言,钢中的夹杂物是有害的,且其析出条件和形态分布相对比较复杂,其中硫化锰夹杂物的尺寸、形状和分布对钢的性能影响很大。在成品钢中,夹杂物多是钙铝酸盐和硫化锰。夹杂物尺寸大多小于5μm。
国内外学者对夹杂物影响氢致开裂的研究结果基本一致。一方面,钢中硬脆相夹杂物(如CaO和Al2O3)使夹杂物周围产生较大的畸变能和应力集中,如1#,3#试样,氢原子容易被吸附进去,使晶格畸变严重;另一方面,MnS夹杂物具有较高的结合能,可轻易吸收并在空隙周围聚集氢原子。根据分析可知,在2#和4#试样中均含有MnS夹杂物,尤其是2#试样中MnS夹杂物的含量很高,可是并没有在MnS夹杂物周围发现裂纹。
2.3 工艺优化
抗硫管线钢要求有极高的纯净度和超低含量的S元素,因此在冶炼过程中要严格控制S元素的含量,从源头减少硫化锰混合夹杂物的含量。
为改善钢材质量,控制钢中的夹杂物含量及分布,可以对钢的制造工艺进行以下优化处理。
(1) 铁水预处理:铁水预处理时,脱硫的目标值为0.003%,处理后进行扒渣处理,并且扒渣后要保证未被脱硫渣覆盖的铁水表面面积超过全部的95%。
(2) 转炉冶炼:转炉冶炼过程中,将造渣的pH控制在3.5~4.0,全程吹氩,采用后搅工艺。出钢过程采取挡渣出钢,保证渣层厚度不大于80mm,出钢过程采用铝铁进行脱氧合金化。出钢后,在渣面加高铝缓释脱氧剂100kg,底吹强搅拌3min,底吹流量大于48Nm3/h。
(3) LF(钢包精炼)炉精炼:LF炉精炼过程要控制底吹氩气流量,尽量避免钢水裸露。造渣结束后,底吹强搅拌深脱硫5min~15min,造渣和强搅拌过程中保持炉内的还原性气氛。
(4) RH(钢液真空循环脱气法)精炼:按抽深真空脱气模式控制,时间不少于20min,真空结束后,软吹时间不少于10min,再加200kg小粒氧化钙保温。
(5) 连铸:连铸过程采用高碱度中包覆盖剂,使用低碳合金钢保护渣防止钢液的二次氧化。
3、结论
(1) 在H2S腐蚀环境下,裂纹主要在MnS混合夹杂物处萌生,并互相交叉连接,扩展形成阶梯状裂纹。单一MnS夹杂物主要位于直线型裂纹位置,沿轧制方向扩展,裂纹长度较长,深度较深。MnS混合型夹杂物聚集处会形成宽裂纹,而且裂纹的宽度与裂纹中最大夹杂物的尺寸有关。
(2) 管线钢中B类夹杂物级别随S,Al元素的增加有增高趋势。尺寸不小于5μm、形状尖锐的夹杂物(硬脆相CaO 和Al2O3)对氢致开裂裂纹的形核有促进作用。
(3) MnS夹杂物周围附着的一些方形Nb,Ti的碳氮化物的边部都有裂纹产生,而小尺寸单一MnS夹杂物周围裂纹的产生趋势不明显。多边形夹杂物较长条型MnS夹杂物更易产生裂纹。
(4) 当MnS夹杂物尺寸小、含量高时,在MnS夹杂物周围未发现裂纹。
 电话:189 6183 9178
电话:189 6183 9178 邮箱:064@rd-test.com
邮箱:064@rd-test.com 地址:无锡市锡山区春晖东路151号
地址:无锡市锡山区春晖东路151号
Copyright © 2017-2022 无锡力博实验室认可服务有限公司 版权所有 苏ICP备17058088号 技术支持:迅诚科技