 检测热线:189 6183 9178
检测热线:189 6183 9178 















 在线客服
在线客服 

1、范围
本标准规定了金属焊缝中表面开口缺欠的渗透检测显示的验收等级。
本标准主要用于制造检验,若认为适合,也可用于在役检验。
本标准中的验收等级基于采用GB/T18851.1规定的方法和附录A推荐的参数可望达到的检测能力。验收等级与焊接标准、应用标准、技术条件或法规等有关。有关显示的验收等级的更多信息可在产品或应用标准中查到。
4、检测参数
4.1 概述
许多参数,无论是单独的还是复合的,都会影响焊缝缺欠渗透显示的形状和尺寸。
4. 2~4.4是影响显示形状和尺寸的重要因素。
4.2 灵敏度
渗透材料是按GB/T 18851.2分类的, 包括了有关检测小缺欠的灵敏度等级。通常,检测小缺欠宜采用较高灵敏度材料。
4.3表面状况
表面状况与最小可检测缺欠尺寸直接有关。检测光滑表面通常能得到最佳结果。表面粗糙或不规则(如咬边、飞溅) 能形成高背景和非相关显示,从而导致降低小缺欠的可探测性。
4.4过程和技术
宜根据检测表面状况来选择渗透系统和技术。有时这种选择会直接影响检测的可靠性,例如,若要寻找小缺欠,不推荐采用擦洗方式在粗糙表面上去除多余渗透剂。
附录A和GB/T18851.1中给出了有关这方面的指导。
5、验收等级
5.1 概述
检测表面的宽度应包括焊縫金属和每侧各10 mm距离的邻近母材金属。
渗透检测产生的显示,通常与形成这个显示的缺欠尺寸和形状特征不同。
对缺欠所规定的验收等级相当于评定等级,不应考虑低于该水平的显示。通常,可接受的显示不应做记录。
当表A.1所推荐的较高检测极限,因现有焊缝表面状况而达不到工作要求时,可通过局部打磨来改善全部或局部的检测表面等级。
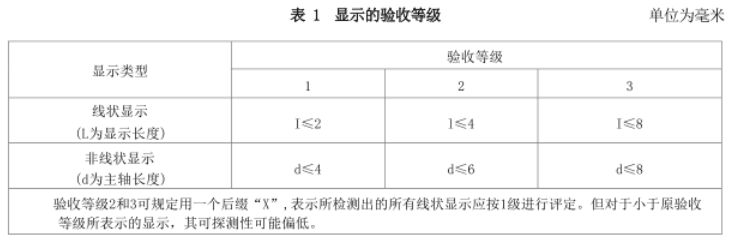
表1给出了金属材料焊缝的验收等级。
5.2 显示的评定
最初评定应按GB/T18851.1进行,显示尺寸的最终评定应在规定的最短显像时间过后和缺欠形成的显示消退之前(即不再有增长趋势时)进行。
5.3 群显示
相邻且间距小于其中较小显示主轴尺寸的显示,应作为单个的连续显示评定。群显示应按应用标准评定。
5.4 缺欠的去除
若产品技术条件允许,可通过局部打磨减小或去除引起不可接受的显示的缺欠。返修区域应使用相同的渗透系统和技术重新检测和评定。
 电话:189 6183 9178
电话:189 6183 9178 邮箱:064@rd-test.com
邮箱:064@rd-test.com 地址:无锡市锡山区春晖东路151号
地址:无锡市锡山区春晖东路151号
Copyright © 2017-2022 无锡力博实验室认可服务有限公司 版权所有 苏ICP备17058088号 技术支持:迅诚科技